Tradycyjnie hasłem wywoławczym dla spawania stali nierdzewnej był TIG. Jednak w obliczu rosnącej liczby zastosowań stali nierdzewnej w przemyśle, ograniczonej ilości wykwalifikowanych pracowników i coraz krótszych terminów dostaw, wielu przedsiębiorców zaczyna poszukiwać wydajniejszych i bardziej elastycznych rozwiązań, które pozwoliłby zoptymalizować produkcję z zachowaniem jakości końcowych produktów.
Stal nierdzewna, a.k.a primadonna współczesnego przemysłu metalowego
Jest wytrzymała, plastyczna, estetyczna i jak sama nazwa wskazuje – odporna na korozję. Od czasu wprowadzenia stali nierdzewnej do produkcji przemysłowej, jej popularność stale rośnie, szczególnie w branży spożywczej, chemicznej i automotive. Niestety, korzystne właściwości mechaniczne i antykorozyjne stali nierdzewnych, szczególnie w przypadku stali austenitycznych, wymagają zastosowania odpowiednich narzędzi i technik obróbki oraz zachowania czystości na każdym etapie wytwarzania wyrobów. Stale nierdzewne swoje właściwości antykorozyjne zawdzięczają domieszce chromu, który wchodząc w reakcję z tlenem, tworzy na powierzchni warstwę pasywną tlenku chromu. Warstwa ta w przypadku uszkodzenia wykazuje zdolność do samoczynnej regeneracji w obecności tlenu, tj. samo-pasywacji, co powoduje, że w przypadku niewielkich uszkodzeń powierzchniowych, spowodowanych np. codziennym użytkowaniem, następuje jej odbudowa.
Niemniej jednak, jeśli pasywna powłoka ulegnie dużemu uszkodzeniu lub zanieczyszczeniu wskutek zanieczyszczenia np. żelazem (stalą niestopową) lub będzie narażona na oddziaływanie podwyższonej temperatury, odporność na korozję ulega znacznemu ograniczeniu. W pierwszym przypadku może zostać zainicjowana korozja wżerowa, a w drugim, wskutek dyfuzji chromu do granic ziaren, następuje zubożenie osnowy w chrom i utrata właściwości antykorozyjnych. Dodatkowo, w obszarze granic ziaren następuje wydzielanie węglików chromu powodujących kruchość stali.
Spawanie metodą TIG – rozwiązanie niekoniecznie idealne?
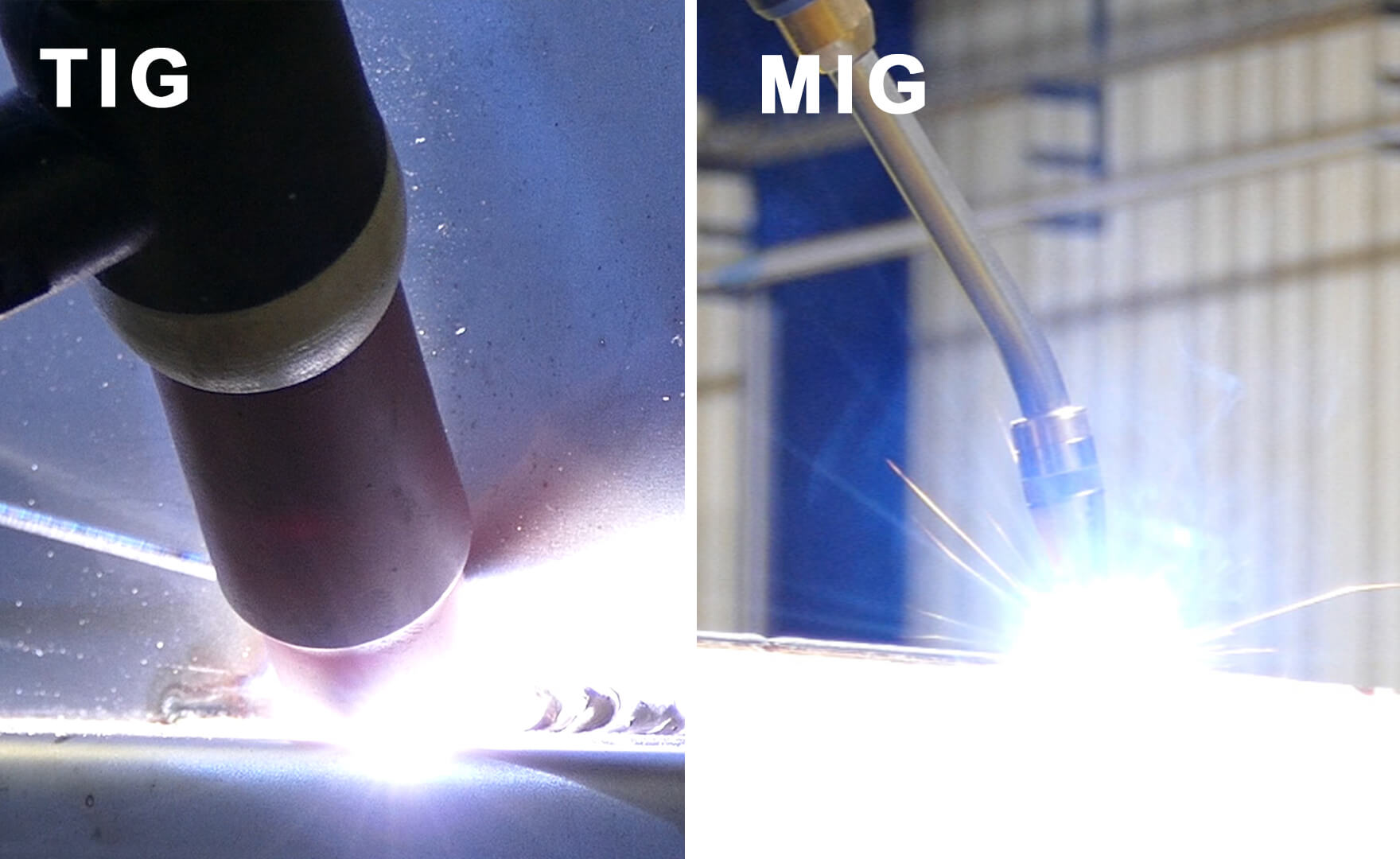
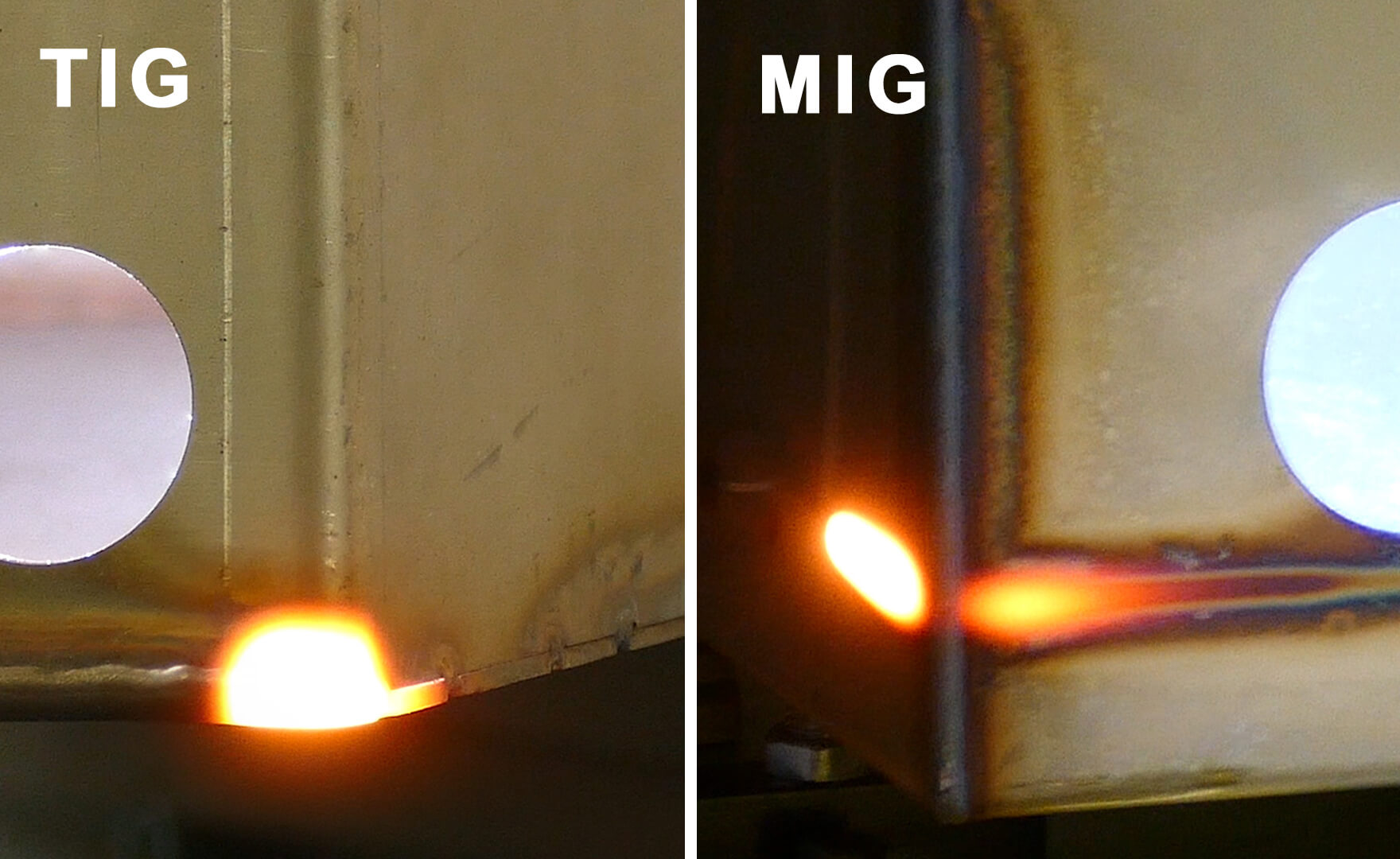
Klasyczną metodą spawalniczą używaną do spawania stali nierdzewnej jest TIG (Tungsten Inert Gas). Z racji możliwości spawania bez materiału dodatkowego, głównie w przypadku elementów cienkościennych (t<3 mm), niebezpieczeństwo zanieczyszczenia stopu znacznie maleje. Przepływ gazu obojętnego, który chroni strefę spawania od otaczającego powietrza, umożliwia utrzymanie stabilnego łuku spawalniczego i niweluje problem odprysków, mogących uszkodzić warstwę pasywną stali. Niemniej dla uzyskania korzystnych właściwości antykorozyjnych spoin zalecane jest szlifowanie lica i lub/grani po spawaniu lub jej trawienie chemiczne w przypadku stali austenitycznych. Poprzez stosowanie odpowiednich gazów ochronnych zabiegi te mogą być jednak ograniczone lub wyeliminowane, co zmniejsza ryzyko uszkodzenia powierzchni i upraszcza sam proces produkcyjny. Na tym jednak kończą się zalety tej metody. TIG jest procesem czasochłonnym i pracochłonnym, wymagającym wykwalifikowanej kadry spawalniczej i bardzo dokładnego przygotowania krawędzi spawanych elementów. Mała tolerancja tej metody na wszelkie odchylenia od założonych warunków spawania utrudnia robotyzację procesu i zmniejsza jej przydatność w produkcji przemysłowej. Co więcej, w przypadku spawania elementów o grubszych ściankach (t>2mm), pojawia się konieczność użycia materiału dodatkowego, co stwarza zagrożenie zanieczyszczenia elektrody materiałem dodatkowym i ryzyko wtrąceń wolframu w spoinie na skutek nadtopienia elektrody nietopliwej. TIG jest również znacznie wolniejszy od metod konkurencyjnych, a jakość uzyskanych spoin zależy znacznie od umiejętności spawacza. Jeżeli z powodu niewystarczającej staranności pracownika lub niewystarczająco dokładnego przygotowania elementów w produkcji zrobotyzowanej założone wymogi nie zostaną spełnione (np. na danym odcinku pojawi się większy odstęp pomiędzy elementami spawanymi), powstała spoina może się zapadać. Dodatkowe obawy pojawiają się również w kwestii powstających nierzadko odkształceń i pęknięć gorących. Wpływają one nie tylko na estetykę ale i na funkcjonalność i wytrzymałość spoin, co może mieć kluczowe znaczenie dla niektórych branż zainteresowanych stalą nierdzewną.
Zmiana metody TIG na MIG – najciemniej jest pod latarnią?
W obliczu niskiej rentowności metody TIG, jak również braku wykwalifikowanej kadry na rynku polskim, pojawia się pytanie – jak nie TIG, to co? Na pierwszy rzut oka, najpopularniejsza obecnie metoda MIG nie wydaje się być dobrym kandydatem. Owszem, spawanie metodą MIG potrafi znacznie przyspieszyć proces produkcyjny i jego robotyzacja jest prostsza, ale sama technika stwarza cały szereg zagrożeń. Z racji konieczności zastosowania materiału dodatkowego, ryzyko zanieczyszczenia spoiny jest stale obecne. Trudności z utrzymaniem stabilnego łuku spawalniczego skutkują występowaniem odprysków, a to łączy się z koniecznością czyszczenia spoin, co „zjada” czas zaoszczędzony na prędkości spawania. Okazuje się jednak, że istnieje wyjście z tego błędnego kręgu, a jest nim właśnie robotyzacja.
Robot na ratunek, czyli MIG ściśle kontrolowany
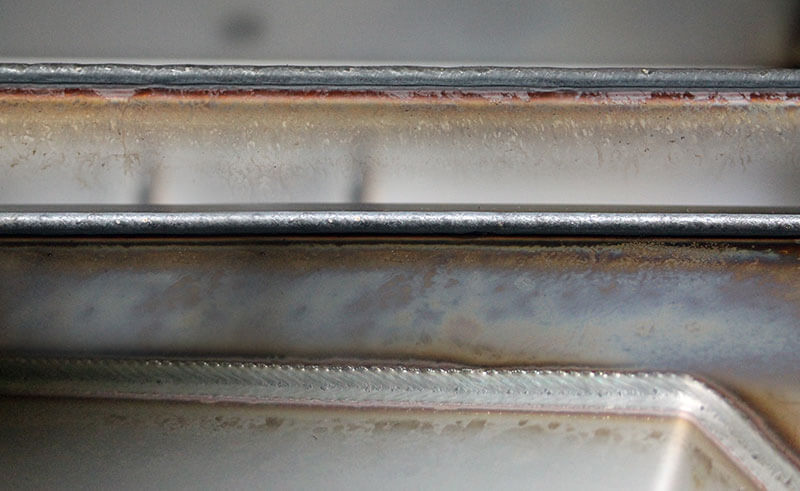
Podstawową cechą zrobotyzowanych rozwiązań spawalniczych jest gwarantowana powtarzalność zaprogramowanych ustawień. W przypadku metody TIG jest to często utrudnienie, gdyż pozbawia operatora możliwości korekty w przypadku wystąpienia np. zbyt dużych szczelin czy innych odchyleń, na które TIG jest bardzo wrażliwy. Jednak w przypadku metody MIG proces jest znacznie prostszy i nie wymaga tak dokładnego przygotowań przygotowania brzegów. Jednocześnie gwarancja powtarzalności oznacza, że w przypadku uzyskania ustawień zapewniających stabilność łuku spawalniczego, możliwe jest uzyskanie spoiny bez rozprysku i o parametrach zbliżonych do spoin TIG każdorazowo przy spawaniu tym samym programem. Na tym właśnie prostym założeniu oparła się firma Roboty Przemysłowe z Krakowa, która udostępniła w swej ofercie stanowisko do spawania stali nierdzewnej o prędkości spawania 40-45 cm/min, czyli wartościach prawie dwukrotnie wyższych niż standardowo uzyskiwane w przypadku spawania TIG (średnia prędkość spawania ręcznego TIG to około 15 cm/min, a zrobotyzowanego 25-35 cm/min). Stanowisko już pracuje, a wyniki testów przeprowadzonych na różnych grubościach spawanych elementów wskazują na dodatkowe możliwości poprawy jakości spoin uzyskiwanych na stanowisku, m.in.:
MIG na piedestał, TIG do lamusa?
Uzyskanie konkurencyjnej dla TIG metody spawania zrobotyzowanego MIG jest dużym osiągnięciem, lecz to dopiero początek drogi. Na pewno znajdzie się szereg firm, które z chęcią skorzystają z proponowanego rozwiązania, jak również takich, które z racji charakterystyki swojego procesu będą zmuszone pozostać przy TIGu. Należy pamiętać, że stal austeniczna to tylko jedna z dostępnych typów stali nierdzewnej. Spawanie stali nierdzewnej ferrytycznej, z uwagi na jej inny skład chemiczny i właściwości, wymaga dodatkowych testów pod kątem możliwości zapewnienia stabilności łuku spawalniczego, a tym samym gwarancji zadowalających wyników. Co więcej, wielu integratorów pracuje nad ulepszeniem metod robotyzacji metody TIG, dążąc do poprawy jej wydajności i rentowności. Jakie będą wyniki tego wyścigu? Czas pokaże.
Autorzy: dr inż. Lechosław Tuz, AGH Akademia Górniczo-Hutnicza w Krakowie,
mgr inż. Krzysztof Sulikowski, Roboty Przemysłowe Sp. Z o.o.
www.robotyprzemyslowe.pl